For Over 50 Years, One of America’s Local Leading Integrators of Conveyor and Material Handling Equipment
Material Handling Equipment Manufacturers, Ergonomic Lifting, Roller, Belt Conveyors
We are material handling and conveyor systems distributors featuring engineering services, custom fabrication, and installation. That’s Taylor Material Handling & Conveyor’s total custom solution scope for your unique application. We are authorized distributors, dealers for all of the following brand name equipment for industrial and commercial facilities and warehouses. It is a comprehensive product offering to properly address the most complex applications down to the simplest. Taylor proudly stocks “Made in America” equipment serving Ohio, Michigan, Indiana, Kentucky, West Virginia, Pennsylvania, Illinois, and the entire United States. Contact us today for a no-obligation discussion and a quote. We can meet with you at your location, if required. Thank You from the TMH team.
- Manufacturers
- Advance Lifts
- Akro Mils
- Alba Manufacturing
- Albion
- AmbaFlex
- Anver Corporation
- Arpac
- Autoquip Corporation
- A-Wall
- Best Conveyors
- Big Joe
- Bishamon
- Bluff Manufacturing
- Borroughs Corporation
- Buckhorn
- Budgit Hoists
- Bunting Magnetics
- Bushman Equipment Inc.
- Cambridge Inc.
- Chantland Pulley
- Chester Hoist
- Cleveland Tramrail
- Colson
- Columbus Mckinnon
- Creative Industrial Systems LLC.
- Dehnco Workstations
- Demag Cranes & Components
- Dorner
- Duct-o-wire
- Eagle Packaging
- Equipto
- Eriez
- Fairbanks
- Gorbel Inc.
- Hamilton Caster
- Harrington Hoists
- Herkules
- Husky
- Hytrol Conveyor Company
- Interroll
- Intralox
- J-Tec Industries
- Jamco Products
- Jesco
- Konstant Storage Systems
- Lewis Systems
- Lift-o-Matic
- Liftex
- Little Giant
- Lyon
- Mallard Manufacturing
- Martin Engineering
- McGuire
- Modern Equipment Company
- Modular Conveyor Express
- Molded Fiberglass Tray Company
- Morse Manufacturing
- Nashville Wire
- Nedco Conveyor Co.
- Newcastle Company
- New London Engineering
- Omni Metalcraft Corporation
- Orion
- Pacline Overhead Conveyors
- Penco Products
- Pentalift
- Pflow
- PortaFab
- Portec
- Presto Lifts
- Qauntum Storage Systems
- Richards-Wilcox
- Ridg-U-Rak
- Roach Conveyors
- Roll-a-Way Conveyors Inc.
- Roura Hoppers
- Save-ty Yellow Products
- Singer Safety
- Schmalz
- Southworth
- SpaceRak
- Spanco
- SpanTech
- Steel King
- Taylor-Dunn
- Taylor Material Handling & Conveyor
- Tennsco
- Tilt-or-Lift
- Titan Conveyors
- Tubar Industrial
- Unarco
- Unex
- ValleyCraft
- Vestil
- Wildeck Inc.
- WireCrafters
- Yale
Advanced Lifts

Advance Lifts was founded in 1974 and quickly became the leading scissor lift, industrial turntables, and dock lift manufacturer in the country. Over the years our product lines expanded to include production lift tables, tilters, turntables, dumpers, mezzanine lifts, work access platform lifts and stretch wrappers.
-

Dumpers
-

E-Series Lift
-

Lift, Tilt and Turn
-

Cycle
Akro Mils

Akro-Mils provides storage bins, hanging systems, totes, containers, utility carts, hand trucks, dollies and cabinets for parts storage and industrial material handling systems.
-
Akro-Mils Storage
Alba Manufacturing

Alba Manufacturing, established in 1973, provides pre-engineered heavy duty roller conveyor and systems. Pre-Engineered conveyor is available in a variety of sizes and quantities. Types of conveyor include chain driven live roller, zero pressure accumulation, drag chain, gravity, lift and rotate, pallet stackers and dispensers, turntables, chain transfers and transfer cars. Industries and distribution include aerospace, appliance, automotive, beverage, castings, chemicals, dairy, distribution, food, forgings, foundry, manufacturing, materials processing, palletizing/wrapping, paper, recycling, retail and warehousing.
-

AB-MZPA Conveyor
-

Alba Catalog
-

CDLR-Conveyor
-

Drag-Chain-Conveyor
-

Gravity Roller Conveyor
-

Pallet-Lift-N-Rotate
-

Pallet-Stacker-Dispenser
-

Transfer-Conveyor
-

Turntables-Electric-Pneumatic
Albion

Since its founding in 1947, Albion has evolved into The Caster Experts and one of the most recognized names in the material handling industry. That’s because we do more than just sell wheels and casters. We deliver custom-engineered, reliable solutions for the most challenging material handling problems. As a world leader in the design and production of institutional and industrial casters and wheels, our growth is built on the challenges nobody else will take.
-
Albion Catalog
AmbaFlex

AmbaFlex is the partner for customized material handling systems based on spiral conveying technology! Our unique SpiralVeyor is used in a wide range of markets and applications for vertical transportation, temporary storage and the accumulation of single goads and packed products. We are an independent global company that has developed, produces and also maintains the SpiralVeyor system to ensure that our customers receive the most cost effective solutions available today.
Users all over the world already appreciate the level of quality we deliver and our proven experience in their markets. To maintain this leading and trendsetting position, we continuously invest in product innovation and the development of functional solutions in close cooperation with our customers.
We prefer to work with our customers based on mutual respect and through a continuing dialogue.
-
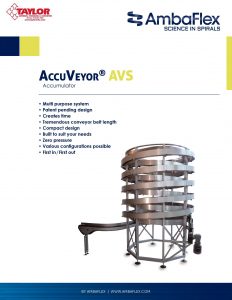
AmbaFlex Accu Veyor AVS
-

AmbaFlex AVX
-

AmbaFLex Portal Concept
-

AmbaFlex Spiral Connect
-

AmbaFlex Spiral Veyor ML
-

AmbaFlex Spiral Veyor SVm
-

AmbaFlex SV-Series
-

AmbaFlex SVX-DL
Anver Corporation

Trusted quality made in the USA since 1968. A full range of Vacuum System Components, from Suction Cups and Vacuum Cups, Air, Mechanical and Electric Vacuum Pumps and Vacuum Generators, and Ergonomic Vacuum Lifters, to complete Vacuum Lifting Systems. We are the leading North American manufacturer of Vacuum Material Handling Equipment, Vacuum Lifters and Vacuum System Components. Anver designs and builds its equipment in Hudson, MA, USA and sells worldwide.
-

Anver Corporation Mechanical Vacuum Lifters
-

Anver Corporation Vacuum Tube Lifting Systems
Arpac

ARPAC LLC is a packaging machinery manufacturing and service organization located near Chicago’s O’Hare airport in Schiller Park, Illinois. ARPAC is widely known to have the widest selection of packaging technology under one roof and is dedicated to providing our distributors and end-users the highest quality product and support.
-

Stretch Wrapper
Autoquip Corporation

Autoquip designs and manufactures the highest quality and broadest line of material handling lift equipment for a wide variety of industries and customer applications. Scissor Lift Tables, Vertical Lifts (Vertical Reciprocating Conveyors.)
-

Autoquip Standard Equipment
A-Wall Building Systems

A pioneer in modular construction, Component Systems, Inc. entered the modular building industry in 1978. The initial goal was to manufacture a modular, in-plant building system with the appearance, acoustical performance, fire safety and wiring versatility of stud and drywall construction. Using a common-sense design approach, the result was our A-WALL 200 building system. It was granted a Federal Patent for its unique ability to emulate permanent construction, and became the benchmark for all of the A-WALL building systems we offer today.
-
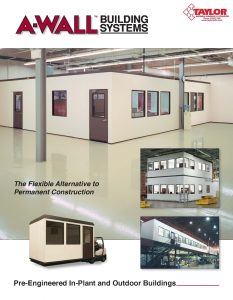
A-Wall Building Systems
Best Conveyors (FMH)

Best Conveyors manufactures a complete line of gravity and powered flexible/expandable conveyors. Best/Flex Conveyors save time, labor and increase overall efficiencies in a wide range of applications.
-

Best Conveyor Catalog
Big Joe
Big Joe electric forklifts have been the standard of quality for over 60 years in factories, warehouses and store-rooms across the USA and around the world. With outstanding product support and service capabilities we can tailor our vehicles to specifically fit a variety of industrial, commercial, and retail uses which maximizes utility and thus value for our customers.
-

Big Joe Catalog
Bishamon

Bishamon Industries Corporation is committed to providing quality, innovative ergonomic products to enhance worker safety and productivity. Our goal is to exceed our customer’s expectations in quality, delivery and value through continuous improvement and customer interaction. At Bishamon, We’re Working Harder to Make Your Life Easier.
-

Bishamon Product Line
-

EZ Off Lifter
-

Uni-Lift
-
EZ X Loader
-
EZ Loader
-

Lift Pilot
-

Lift Tables
-
Mobile Handling
-

Skid Lift

Bluff Manufacturing

Bluff Manufacturing has become a leading provider of steel and aluminum boards and plates, portable yard ramps and warehouse safety equipment to companies throughout North America. Our long-standing commitment to the highest quality and outstanding customer service has helped to sell our “dock solutions products” to companies both small and large, including Ford, FedEx, General Motors, Kraft and Exxon.
-

Bluff Catalog
Borroughs Corporation

Established in 1937, Borroughs has been building top-quality shelving systems for over seven decades. They provide systems ranging from a small back room storage requirement to high-rise and multi-level storage.
-

Product Overview
Buckhorn

From shipping large automotive parts to protecting poultry products – can rely on Buckhorn as the one resource for reusable packaging products and services that deliver the best opportunities for profit in motion throughout your business.
-

Product Catalog
Budgit Hoists

When value is the ultimate goal, the Budgit Hoists brand provides the ultimate solution. Hoists for heavy duty applications provide power and durability at an economical price. Electric chain hoists are built to withstand the rigors of extreme environments, while hand chain hoists and lever tools are used extensively in repair and construction activities. Food grade hoists, spark-resistant models, and explosion proof units provide secure lifts in sensitive areas. Low headroom hoist/trolley combination’s are used extensively in areas where space is at a premium, and a complete line of bridge kits and related components provide effortless movement above the shop floor.
-

Budgit Hoists Product Line
-
Budgit Powered Hoists & Trolleys
Bunting Magnetics

Bunting Magnetics Co. is leading the way in metal detection, separation and movement. For over 50 years, we’ve taken metal precisely where it needs to go – out, over, up and even on – in a variety of industries including plastics, recycling, food processing and packaging and packaging, feed an grain, pharmaceuticals and chemicals, printing and more.
-

Bunting Magnetics
Bushman Equipment Inc.

We have the people, the experience, the facilities, and the technology to custom engineer and manufacture equipment to optimize your production process and to improve your product quality and productivity.
-

Floor Based Equipment
-

Below-the-Hook Solutions
Cambridge Inc.

Cambridge is a woman-owned, veteran-owned company headquartered in Arlington, Virginia, with multiple regional and global offices. We support vital national security interests by creating, implementing and operating communication, surveillance, intelligence, security, information technology and training solutions for our clients.
-

Cambridge Product Catalog
Chantland Pulley

The Chantland Company has long been recognized as the world leader in unit handling and specialty pulleys and rollers.
And for good reason. Pulleys and rollers are not just part of our product line. They are our ONLY business.
-

Chantland Pulleys
Chester Hoist

Chester Hoists specializes in matching the exact product to satisfy specific job needs. From low headroom manual hoists for military applications to spark-resistant hoist/trolley combinations for use on offshore oil platforms, Chester Hoist has the expertise to design products to get the job done. The company specializes in engineered products for special requirements such as those for use in hazardous areas, corrosive environments, clean rooms, and other demanding applications.
-

Chester Hoist
Cleveland Tramrail

Cleveland Tramrail® Patented Tarca® Track Cranes continue to be the benchmark of overhead cranes. We’ve built a reputation based on quality products, top notch service, engineering experience, and application knowledge. This combination allows us to provide flexible integrated solutions. Cleveland Tramrail’s unique Tarca® Track, with its special raised tread and high carbon track, is superior to I-Beams in strength, durability, and consistency. Our rails permit the use of underhung carriers operating on a single straight, curved, or inclined track or operating on two or more straight track runways.
-

Cleveland Tramrail Crane
Colson

At Colson Caster, we define innovation. Since 1885, we’ve provided our clients with state-of-the-art industrial casters, swivel or rigid casters, stainless steel casters, as well as many other types of caster wheels and bumpers. Our commitment to caster technology and our customers has made Colson a leader in the caster industry. We simply listen to our customers’ needs and provide the right caster for the application.
-

Colson Catalog
Columbus Mckinnon

With more than a century of experience providing products and solutions for industrial manufacturing and construction, the CM brand has developed a loyal following with users around the globe. Products such as the Lodestar electric chain hoist and the orange pin shackles are requested by name due to their reputation for durability and long life. Products are available for individual purpose, but due to the expansive line of products that provides complete solutions for overhead lifting applications, items are also easily combined to offer comprehensive systems to satisfy the exact requirements of users. From heavy-duty hoists for environments such as steel production to general duty chain and hooks for commercial use, the CM name represents a legacy of expertise in the market.
-
CM Hoist & Trolley
Complex Steel & Wire

Find out how our wire rack decking, wire partitions, and storage lockers products can make your facility safer, more efficient and easier to maintain.
Dehnco Workstations

Dehnco supplies heavy duty, industrial Carton Storage Stands to meet most Carton Storage Stands requirements… AT A PRICE YOU CAN AFFORD!
-

Heavy Duty Workstations
Demag Cranes & Components

We offer our customers a complete range of cranes, drives and handling technology for every application – optimized by comprehensive sales and service support. These solutions provide our customers, which range from small workshops to major industrial enterprises, with valuable quality and efficiency benefits. Our extensive product range includes a wide range of solutions for specific industries for travel applications, load handling at the workplace and material flow in production and storage. The Demag crane experts always focus on the benefits for our customers – high safety, maximum reliability and excellent performance.
-

Demag Catalog
-

Demag KBK Modular Crane System
Dorner

Dorner’s wide variety of belt, modular belt, and flexible chain conveyors are designed to move your product to the exact location, at the exact time and in the exact position it needs to be for the next phase of the production line. With benefits such as industry best product transfers, unique elevation changes, and in-house belting capabilities, Dorner is leading the market in precision conveyance. Learn More about Dorner (http://taylormaterialhandling.dornerconveyors.com)
Using Dorner’s Online Configurator, you can design and engineer simple or complex conveyors to meet your needs in minutes. The industry leading tool delivers a complete 3D CAD assembly model for instant validation of fit. Check out D-Tools and build your conveyor today! (https://taylormaterialhandling-tools.dornerconveyors.com)
-
1100 Series Conveyors
-
2200 Series Conveyors
-
2200 Series Precision Move Pallet Systems
-
3200 Series Conveyors
-

3200 Series Conveyors with Intralox ARB
-
Sanitary Conveyors
-

FlexMove Conveyors
-

Pallet Systems Conveyors
Duct-o-wire

Duct-O-Wire is the Leader in Electrification and Control Products for Overhead Cranes, Monorails, Hoists, Trolleys, Automatic Stacker-Retrieval Systems and Material Handling Applications Requiring Safe and Economical Moving Power Solutions.
-

Industrial Festooning Systems
-

Enclosed Pendant Push Button Stations
Eagle Packaging

Eagle Packaging Machinery is a USA based manufacturer of case erecting, tray forming and robotic palletizing technology. Established in 1998, Eagle has developed a diverse product line that includes the capability of forming and sealing corrugated trays and cases with glue, tape or through self locking. With installations globally, we have successfully installed machines in a diverse range of industries including food, beverage, automobile, apparel, health, beauty, printing, pharmaceutical, and consumer electronics. Our exciting product line includes well-known brands like PopLok, Vassoyo, Boxxer, Z Zag robotic palletizer for all shapes and sizes nof cases and trays.
-

Eagle Packaging Overview
Equipto

After more than 100 years, EQUIPTO’s customer base reached across the U.S. and into many other countries. In an effort to centralize management and production, EQUIPTO relocated its global headquarters to Tatamy, Pennsylvania. As EQUIPTO continues to grow and extend its product lines, customers can expect the same innovation and quality that has made EQUIPTO what it is today: The industry leader in space utilization products.
-

Equipto Overview
Eriez

Eriez, world authority in advanced technology for magnetic, vibratory and inspection system applications… designs, develops, manufactures and markets magnetic separation, metal detection and materials feeding, screening, conveying and controlling equipment for process and metalworking industries.
-

Eriez Catalog
Fairbanks Scales

Since 1830, when Thaddeus Fairbanks invented the platform scale and founded the company that still bears his name, Fairbanks Scales has been meeting the world’s weighing needs by providing customers with quality products and reliable service. Fairbanks Scales has survived civil war, world wars, natural disasters, economic collapse, and various mergers and ownership transitions to become one of the oldest manufacturing companies in the United States. Today, we continue to remain a leader in the weighing industry by constantly exploring advanced weighing and electronics technology. With more than 700 employees nationwide, we are dedicated to providing service and technical support around the world. From North America or the Pacific Rim, we serve every industry that weighs.
-
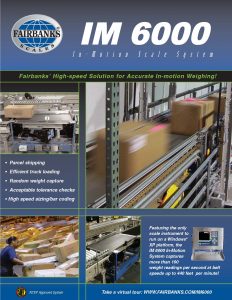
IM 6000 Scales
Gorbel Inc.

As an innovator and leader in the enclosed track work station crane industry, Gorbel provides a wide variety of overhead handling solutions that handle loads from 50 lbs. up to 40 tons. Our work station crane systems include ceiling mounted bridge cranes and monorails, freestanding work station bridge cranes, track systems, work station jibs, and articulating jib cranes. We’ve added gantry cranes, light capacity jibs and Intelligent Assist Devices (G-Force). We are also a leading manufacturer of high-performance manual and motorized I-beam jib cranes.
-

Gorbel Crane Technology
-

Intelligent Lifting Devices
-

Jib Crane Catalog
-

Pre-Engineered Tarca Crane Systems
-

Ranger Mobile
-

Tether Track Fall Protection
-

Tool Solutions
-

Workstation Cranes
-

GS Series Hoists
Hamilton Caster

With a rich history in the industry Hamilton Caster offers exceptional service and products. Find a full line of trucks, dollies and trailers. You’ll also casters and wheels of every kind. Look for heavy-duty forged steel casters, dual-wheel forged steel casters, kingpinless style casters, medium-and-light-duty casters, stainless steel casters, pneumatic & semi-pneumatic casters, flanged & V-groove casters, floor truck locks, wheels, trailers, platform trucks, shelf trucks, hand trucks, dollies and specialty trucks.
-

Hamilton Casters Product Guide
Harrington

Recognized as a market leader and innovator in the hoist and crane industry, Harrington Hoists, Inc. provides a wide variety of lifting solutions for many industrial applications. Our top quality products include electric and air powered chain hoists and trolleys, electric wire rope hoists and trolleys, lever hoists, manual hand chain hoists, push and geared trolleys, overhead cranes, crane accessories and a full line of replacement parts. Harrington Hoists, Inc. is ISO 9001:2008 certified. Harrington sells products through qualified, local industrial distributors, rigging supply, material handling distributors and crane builders throughout the U.S. We have also created a nationwide system of certified repair centers to support service needs after the sale. We pride ourselves for offering the highest quality products and for our passion to provide the best possible service and support to our customers. Our main goal is to exceed every customer’s expectations.
-
Complete Cranes
-

Crane Components
-
Electric Chain Hoists
-

Electric Wire Rope Hoists
-
Product Line Summary
-
Ergonomic Material Handling Solutions
Herkules

Herkules Equipment Corporation manufactures innovative products: ergonomically-sound, customized industrial lifts; powerful, American-made shop lifts; industry-leading paint gun washers; environment-preserving crushers and ergonomic-friendly handling equipment that out-performs brand name products. Herkules products are manufactured in our Walled Lake, Michigan plant, and supported by our US-based customer service team. We invite you to visit our product line websites and see how Herkules products provide the strength, reliability & support your company needs.
-

Product Line
Husky Rack & Wire

Rack & Wire Partitions & Decking
Husky manufactures several lines of high quality pallet rack and wire decking plus a full range of pallet rack accessories. Their brands include Invincible, Reliable, TUF Rack, and Rack Guard. Husky was the industry originator of the 48-Hour Quick Ship program, which continues today as the most reliable in the industry.
-

Husky Aisle Shield
-

Husky Selective Rack
-

Husky Wire Decking
-
Husky Aisle Shield
-

Husky Rack Guard
-
Husky EZ-Wire
-
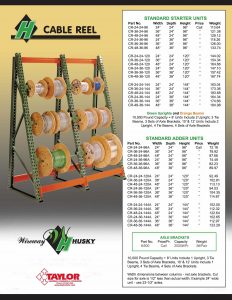
Husky Cable Reel Rack
-
Husky Machine Guarding
Hytrol Conveyor Company

Unit Handling Conveyor Systems
Our 40-year partnership with Hytrol Conveyors makes it our key strategic partnership, allowing us to bring Hytrol quality and innovations to our customers. Every day we work with the experts at Hytrol to bring quality and cost-effective solutions to distribution, pharmaceutical, food/beverage and other industries. Hytrol Conveyor Company manufacturers the most complete line of unit handling conveying equipment in the world. Hytrol’s reputation was built on having the industry’s largest selection of conveyor and components ready to ship in 24 hours.
-
Hytrol Catalog
Interroll

Interroll is manufacturer of key products for unit load handling systems, internal logistics and automation. These solutions are used primarily within the area of food processing, airport logistics, postal services, distribution and in various segments of industry.
-

Interroll Conveyor Components
Intralox

Standard and Custom Conveying Equipment
Intralox is an exciting company that offers new conveyor technology for many industries, including modular plastic belting. Intralox’s Activated Roller Belt (ARB) technology has been called the most exciting conveyor technology to come along in decades.
-

Company Brochure
-

Intralox vs Flat Belt
-

Intralox vs Metal Belt
-

Intralox vs. Spiral
J-Tec Industries

J-tec Industries is a custom designer, fabricator and manufacturer of material handling equipment such as industrial carts (or dollies as they are commonly referred), warehouse equipment, shipping racks and more. Our own CarryMore® Tugger Cart System is a leading example in the industry of our design capabilities. Both center-steer and quad-steer versions of this industrial tugger cart (or mother cart) are available and allow for virtually unlimited customization and heavy weight capacities in the roller carts (or daughter carts) that ride on top.
-

Product Line
Jamco Products

Jamco’s all welded construction is extra heavy duty for durability of products used to store or transport materials such as mobile & fixed workspaces, transporters and storage cabinets; and will outlast and out-perform bolt-together and lighter gauge welded products many times over.
-

Jamco Carts & Dollies
Jesco

Jesco Industries manufactures over 50 different sizes of self-dumping hoppers in a variety of capacities. Since the beginning, specialties have always been a strong part of our company. Our customers appreciate the quality of products we produce. A few years back, we developed a new line of dumpers called JESCOHydratilt and offer them in five different sizes operating off the hydraulic system of a forklift. We also expanded our specialty lines to include Side Pivot Hopper, Filer Press Hoppers, Low Profile Portable Hoppers and Rotator Boxes. We accept the challenges involved in a uniquely designed unit and look forward to our next design challenge.
-

Jesco Catalog
Konstant Racking & Storage Solutions

For the past 22 years, The Econo-Rack Group of Companies has been delivering efficiency to the intralogistics market through our products and services. From our humble beginnings we have grown to one of the largest material handling equipment companies in the world. At the same time, our products and services portfolio has diversified…from supplying simple storage products in the local markets we serve to providing automated solutions around the world. To efficiently service this expanding range of customer expectations, we started planning changes to our operations three years ago. Today we are excited to announce the result of our efforts. Our many brands have been simplified to specialize on the specific markets they serve. Konstant® is the new name for our parent company (previously “The Econo-Rack Group Inc.”).
-

Konstant Cantilever Rack
-

Konstant Carton Flow Rack
-

Konstant Pallet Flow Rack
-
Konstant Selective Racking
-

Konstant Push Back Rack Systems
Lewis Systems

LewisBins+™ combines proven products, manufacturing expertise and application insight to help companies add efficiency to their operation. Pioneers in Material Handling, LEWISBins+ is a division of ORBIS Corporation, a wholly owned subsidiary of Menasha Corporation. Founded in 1849, we have been pioneers in the material handling industry; introducing the first reusable plastic container in North America. Our aggressive support and strong values combine to provide our customers with a great experience.
-

Lewis Catalog
Lift-O-Matic

Liftomatic Material Handling, Inc. has been leading the industry in providing state-of-the-art equipment for safe, efficient and profitable handling of drums and barrels since 1947. Incorporating the time-tested and proven “Parrot-Beak®” clamping system, a complete assortment of portable devices, forklift attachments, hoist/crane attachments and drum dumping equipment are available for handling steel, plastic and fiber drums from 1 to 8 at a time.
With engineering, manufacturing and customer service locations on three continents and distributor network in more than thirty countries worldwide. With more than a half century experience, Liftomatic Material Handling, Inc.’s original resolve is still intact- To make quality products which perform consistently for the user and to make no attempt at product obsolescence or useful-life engineering.
Liftex

Liftex® exists to serve the lifting industry and our customers with products and services developed in an environment that places maximum focus on safety, quality, innovation, performance, integrity and value. It is with these core traits as pillars that we have built our history and our success, and on which we will continue to build our position as the industry leading source for lifting solutions.
-
Liftex Products
Little Giant

Little Giant products are manufactured in the USA by Brennan Equipment & Mfg. Inc. Our extensive line of innovative Material Handling & Industrial Storage solutions is the result of over 100 years of history in manufacturing excellence. We produce an extensive line of Floor Trucks, Hand Carts, Workbenches, Shop Furniture and Industrial Storage Equipment. Featuring all-welded construction and a powder coated finish, Little Giant products have earned a reputation for quality and durability. We are pleased to offer engineering and design assistance on custom equipment for special applications and integrated systems.
-

Little Giant 2018 Product Catalog
Lyon

Lyon provides some of the leading workspace products in the industry including; Steel shelving, storage racks, specialty and inventory storage, modular drawer cabinets, storage cabinets, ergonomic workplace furniture, steel lockers, tool storage, office products and Val Tec commercial grade products.
-

Lyon Shelving
Mallard Manufacturing

Mallard is and always been, family owned. Started by Jack Wahl (of Wahl Clipper) in 1960, Mallard is now owned by Mike Gunderson and Kevin Risch. Under their leadership, Mallard has earned a reputation as the market leader in Pallet Flow Racking, Carton Flow Racking and Gravity Flow Conveyor Systems.
-

Mallard Carton Flow
-

Mallard Pallet Flow
-

Mallard Pallet Flow Systems
Martin Engineering

Martin Engineering was founded in 1944. The first product developed was the Vibrolator Pneumatic Ball Vibrator patented by Edwin Peterson and it is still used today for its original application of promoting the flow of bulk materials. From its beginning, Martin Engineering has been committed to safety, excellence and innovation in bulk-materials handling. Over the years, Martin has developed hundreds of products to make the handling of bulk materials cleaner, safer and more productive, and currently holds 134 patents and trademarks World-wide.
-

Martin Engineering
McGuire

We develop thorough application knowledge of your business and relate the appropriate products to your objective. We offer lifetime product support including comprehensive, on-site training; freight coordination; technical service; part replacement; and warranty fulfillment. We deliver the highest quality product and are willing to stand behind it with a strong guaranty and warranty. Since we first began manufacturing dock levelers in 1961 we have been committed to quality and safety. We are your one-stop-shop for complete loading dock solutions.
-

McGuire Full Line
Modern Equipment Company

MECO OMAHA manufactures a complete line of material handling and storage equipment for industry. Our buyer’s guide features the popular, high quality products manufactured and sold by us for many years. Our cantilever rack features five basic capacity series to fit your storage requirements – from Series 1000 Medium Duty through the Series 5000 Extra Heavy Duty. Our entire organization is dedicated to providing QUALITY, INTEGRITY and SERVICE in every aspect of our business! You can depend on our performance and you can rely on our commitments. We absolutely NEVER MISS A PROMISED SHIPPING DATE.
-

MECO Buyer's Guide
Modular Conveyor Express

MCE is a Wisconsin company dedicated to providing high quality conveyor systems to customers across the country. As part of Necron, MCE has the technical expertise and manufacturing capabilities to provide proven designs quickly and competitively–saving our customers’ time and money. For many packaging and manufacturing operations, responsiveness is the key to handling customer demands. Unlike traditional conveyor suppliers, the MCE line of conveyor is pre-engineered with common equipment in stock. This allows us to bypass our custom engineering group, saving you time and money. MCE standard equipment typically ships in 10-15 business days. Our 125,000-square-foot manufacturing facility in Onconto, WI is equipped with state of the art manufacturing equipment and staffed with experienced trades-people and assemblers. By combining lean manufacturing processes with our fabrication experience and purchasing power, MCE is able to quickly ship fully assembled equipment for quick, easy final assembly in your plant. The MCE facility of conveyors includes a variety of conveyor types, sizes units and parts. MCE conveyor modules can be configured to satisfy the functional requirements of most conveying systems for packaging lines and manufacturing operations. And we continue to regularly add new products to the family.
-

Company Product Overview
Molded Fiberglass Tray Company

This company provides a wide range of container products designed for process solutions in food, chemical, rubber, metal, industrial machinery, electronic equipment, transportation, and utilities industries. All products offer excellent dimensional stability and load carrying capacity without distortion, and dimensional consistency for machine integration and robotic applications.
Morse Manufacturing

Morse manufactures ergonomic barrel and drum handling equipment to lift, move, and pour drums, rack drums, weigh and pour drums… drum trucks, drum dollies, drum palletizers and drum handling forklift attachments. Morse makes a full line of industrial drum handlers: drum rotators and drum rollers to mix the contents of your sealed drums. Use a Drum cone to control the flow of dry material from your drum. We also have drum pumps, drum wrenches, drum faucets and drum heaters. Morse manufactures the most extensive line of 55-gallon (208 liter) drum handling equipment. We also welcome requests for custom drum handling equipment.
-

Morse Catalog
Nashville Wire Products

At Nashville Wire Products, we turn wire into wonderful: Designed, engineered, and manufactured to take you further, go higher, store more, sell more, do more, and be more. Better, more honest construction. People you can trust and grow with. A true partner that delivers, on time, every time. Whether material handling products for the nation’s warehouses or engineered components for major appliance brands, we manufacture American-made products, with American-made quality, and American-made confidence.
-

Wire Decking Sell Sheet
-

Quick Ship Program
Nedco Conveyor Co.

Established in 1961, Nedco has been supplying quality material handling equipment to Fortune 500 companies for over fifty years. Nedco Offers engineering, design, manufacturing, and both mechanical and electrical installation on site.
-

Nedco Table Top Chain
Newcastle Company

Newcastle Company has been a world leader in designing and manufacturing material handling equipment since 1962. As a result of an ongoing search for solutions for material handling problems, our product line has grown to include automatic drum, bag and case palletizers, pallet dispensers and stackers, slip sheet and slave board dispensers, load stacking and transferring systems and a full line of conveyors. In addition to our extensive line of products, our engineers can custom design equipment to meet your specific material handling applications. Our standard and custom equipment has been successfully installed in the food, chemical, pharmaceutical, automotive, and electronics industries. Newcastle Company offers highly advanced engineering technology, quality technical support, and a reputation that stands behind each machine we sell.
-
Newcastle Company Digital Catalog
New London Engineering

New London Engineering has been constantly evolving since we began making quality conveyors in 1948. Today, were meeting manufacturers increased demands with durable, reliable, and flexible conveyors with superior service and surprisingly reasonable costs. Affordable, advanced conveyors specially designed for today’s demanding high-speed, highly automated assembly lines, automation cells, and packaging lines.
-

New England Engineering General Brochure
-

New London Automation Series
-

New London Catalog
-

New London PlastiTrak
-

New London SteelTrak
-

New London Tough Trak
Omni Metalcraft Corporation

Standard and Custom Conveying Equipment
The Omni Metalcraft Corp. product lines are constantly adapting to meet the ever changing demands of industry. Over the years they have continually reviewed and enhanced designs from basic products like CDLR and gravity conveyors to advanced proprietary designs of vertical and extendable conveyor.
-
Omni Bearing
-
Omni Coatings & Sleeves
-

Omni Rollers
-
Orion

Orion manufactures a wide range of durable, rugged and highly reliable stretch wrapping machines to help you protect your valuable product. Let us help you determine the best machine for your application and budget. Depending on your product and pallet wrapping needs, Orion offers semi and fully automatic models in turntable, rotary tower and orbital configurations. Orion specializes in manufacturing automatic stretch wrappers and semi-automatic pallet wrapping machines. With over 30 years of experience, you can count on the stretch film machinery from Orion. If you’re looking for durable equipment to meet your industry needs, look to Orion. The rugged and effective stretch film machinery is manufactured to help you protect each of your products. Taking the risk out of shipping, every product you produce will remain secure and safe for customer satisfaction. When you choose our automated wrapping machine and pallet wrapping machinery, you get durability and reliability with every use.
-

Orion Stretch Wrappers
Pacline Overhead Conveyors

In 1978 Pacline Overhead Conveyors has been helping to improve productivity and efficiency for manufacturing operations and warehousing and distribution centers around the world. We offer a wide range of high quality, reliable conveyor systems and our experienced engineers bring innovative, custom design solutions to every job. Pacline has successfully maintained its ISO 9001 certification since 2000 and has earned the reputation of being a leader in manufacturing, design engineering, installation and service of overhead conveyors. Our commitment to innovation, cost effectiveness, and service has helped shape Pacline into one of the most trusted conveyor manufacturers in the world.
Pacline provides conveyors systems designed for a wide range of industrial material handling operations including: parts handling, overhead storage and assembly lines in manufacturing and empty carton handling systems in distribution centers. Within the finishing industry, Pacline conveyors have been used to move products through processing such as spray-painting, dip painting, e-coating, powder coating, sandblasting and cleaning. Our conveyors are also designed for garment handling, and a range of unique retail, creative and entertainment industry applications.
-

Pacline Enclosed Track
-
Pacline Gravity Parts Accumulation
-

Pacline Heavy Duty
-
Pacline I Beam Trolley
-

Pacline Pac-Rak Vertical
-
Pacline Pac-Trak Towline
-

Pacline Power & Free
-
Pacline Power Parts Accumulation
Penco

In 1994 the company added a manufacturing plant in Salt Lake City, Utah, which now serves as our Center for Design Excellence. The center is a specialized product development facility where Penco has combined design, engineering, manufacturing and marketing resources to collaborate with customers and vendor partners in the early stages of product development. In 2001, the East coast manufacturing facilities were moved from Oaks to a 375,624 square foot manufacturing facility in Hamilton, North Carolina, allowing significant room for expansion. The corporate headquarters is located in Greenville, North Carolina. The need for storage products is universal, and Penco’s markets span the spectrum of industrial, service, governmental and institutional organizations. Shelving and pallet rack products are popular with warehousing and manufacturing applications, ranging from a few units to multi-level installations. Lockers are widely used in educational facilities, fitness centers, health care, commercial and industrial locations. Penco’s products are available through a nationwide network of distributors, serviced by a team of District Sales Managers. Penco’s mission is to provide customers with value in the form of the finest storage products available.
-
Penco Storage Guide
Pentalift

Pentalift Equipment Corporation is one of North America’s largest manufacturers of loading dock equipment, lift tables and positioning equipment. Pentalift provides a complete line of mechanical and hydraulic dock levelers, vehicle restraint safety systems dock seals and dock lifts. Pentalift provides a complete line of hydraulic and pneumatic lift tables, tilt tables, rotating tables and custom designed lift tables and positioning equipment to suit a wide range of applications. Pentalift products are designed to increase safety and productivity.
-

Penta Lift Catalog
Pflow

Since 1977, Pflow has been devoted to the design and manufacture of safe, vertical material handling equipment. They were instrumental in creating the vertical conveyor market and have led the industrial lifting industry from the start. Nobody can match Pflow’s level of experience, engineering know-how and customer support
-
Pflow Standard Products
PortaFab

With headquarters in Chesterfield, Missouri (a suburb of St. Louis), PortaFab is a leading manufacturer of prefabricated wall systems and products that are used to build in-plant offices, buildings, cleanrooms and environmental enclosures quickly and efficiently, using modular construction methods.
Our expansive selection of modular wall systems and components are utilized for commercial applications in a wide-variety of industries across the globe including manufacturing, warehousing, packaging, medical, pharmaceutical, nanotechnology and more.
-

PortaFab In-Plant Office Brochure
Portec
With the acquisition of Portec, Interroll can now offer an even broader portfolio of products to cater to the airport industry’s material handling needs. More than 80% of the world’s airports are equipped with our cutting-edge solutions that help maintain smooth operations for airport professionals and safe travels for passengers.
-

Portec Overview
Presto Lifts

For 70 years, Presto Lifts, Inc. has been creating precision hydraulic equipment that improves safety and productivity. In 1977, Presto Lifts began producing a full line of manually propelled lifts and stackers under the brand name of Presto. 1990 saw the introduction of the scissor lift table for in-plant applications. Presto Lifts offers more than 500 different models of lifts, tables and tilters — more than any other company in the world.
-
Presto Lifts Full Line
Qauntum Storage Systems

Choose Quantum Storage Systems for the largest selection of Industrial plastic bins and Warehouse bin storage systems. From rugged and strong stackable storage bins to tough durable nesting shelf bins for the industrial, material handling and consumer markets. Our Industrial totes and containers, injection molded bins and complete bin systems offer a storage solution in any environment. Suitable for any type of application, Quantum’s bins are large and tough enough for the storage of heavy power tools and yet optimal enough to keep your smallest items safely contained and organized.
-
Quantum Storage
Richards-Wilcox

Overhead Conveyors are designed to accommodate a large variety of applications for manufacturing, assembly, paint and finishing and may product delivery applications. Products include enclosed powered loops, overhead power and free and hand pushed trolleys.
-

Standard Overhead Conveyors
Ridg-U-Rak

For over 65 years, Ridg-U-Rak has been an industry pioneer, taking a leadership position in the development of innovative solutions designed to improve pallet rack safety, including Column Sentry reinforcements, slant back/offset uprights, beam-to-column locking mechanisms and Seismic Base Isolation technology. Ridg-U-Rak is a founding member of the Rack Manufacturers Institute (RMI) and we are active members of the Material Handling Institute of America (MHIA) and the Material Handling Equipment Distributors Association (MHEDA).
-
Ridg-U-Rack Catalog
Roach Conveyors

Since 1953, Roach Conveyors has manufactured high-quality unit handling conveyors at competitive prices. Roach 24 Hour Shipment conveyors, standard conveyors, modified standard conveyors and special/custom conveyor meet the needs of them most complex and demanding applications. Uniquely, Roach Conveyors has the ability to ship over 39,000 sizes in over 100 models within 24 hours.
-

24 VDC Motor Driven Roller Smart Conveyor
-

GP1101
-

Modular Heavy Duty Product Line
-

The Leader in 24 Hour Shipments
Roll-a-Way Conveyors Inc.

From standard conveyors and material handling products to completely customized systems, Roll-A-Way is proud to provide the products you desire, the service you expect, and the quality you deserve.
-
Roll-a-way Catalog
Roura Hoppers

Roura Material Handling, Inc. (formerly known as Roura Iron Works) was founded in Detroit, Michigan by Joseph Roura in 1915. After studying engineering at Carnegie Technical Institute in Pittsburgh, Pennsylvania and working for Detroit Edison for a brief period, Mr. Roura started the company as a structural steel business.
-
Roura Hoppers
Save-ty Yellow Products

Since 2003, “Save”ty Yellow Products has been a leading producer of facility asset protection and safety products used in manufacturing, distribution centers and warehousing facilities. We design products to reduce the overall cost including installation. Our West Chicago sales and distribution center is strategically located to reduce shipping costs, 40 minutes west of Chicago, placing us in the heart of logistic channels to support North America. We have 10,000 sq. ft. of quick ship items. The 72,000 sq. ft. manufacturing facility is located in Rockford, Illinois and is ISO-9000 certified. Our entire product line is powder coated for long lasting durability. We take the approach to be a solution provider, so we offer several models for each product line giving you a choice when designing your facility, including custom applications. Our product line includes industrial guard rails, collision awareness forklift warning systems, column / rack post protectors, building column protectors, industrial handrails, industrial dock and driveway gates, mezzanine and handrail gates as well as steel bollards and machine guards.
-

Product Overview
-
Collision Awareness Catalog
Singer Safety

Singer Safety Company is committed to providing our customers with outstanding barrier protection products designed to create a safe and productive work environment. Excellence in manufacturing and providing a superior product is our goal and passion.
-
Singer Safety Catalog
Southworth Lift Tables
Southworth Products Corp is the world’s largest manufacturer of ergonomic material handling equipment and container handling equipment for vertical lifting and work positioning, designed to improve worker productivity while reducing the potential for workplace injuries.
-
Dandy Lift
-
Southworth Products
-
Lift Table Brochure
-

Pallet Pal Brochure
-
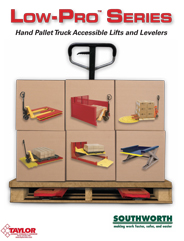
Low-Pro Series
-
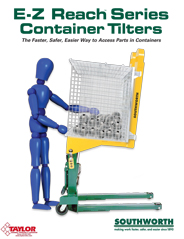
EZ-Reach Series Container Tilters
-
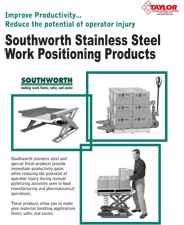
Stainless Steel Series
SpaceRak
Our desire is to maximize VALUE throughout the business transaction by strict attention to detail and a “get it right the first time” internal philosophy. Our commitment to our customer is a safe and ON-TIME storage solution, designed and manufactured to specification and exceeding industry expectations of QUALITY. SpaceRAK’s success in the Material Handling Industry will be achieved by delivering to our customers what they want, when they want it, at a competitive price.
-

SpaceRak Catalog
SpanTech

SpanTech in Glasgow, Kentucky, USA is a single-source supplier of advanced material handling equipment, providing customized conveyor systems for a variety of industries. Our continuous curving, plastic chain conveyor systems are extremely versatile and truly modular, capable of horizontal and vertical bends within one chain design. They can be combined and configured for near infinite possibilities. SpanTech systems represent the only sanitary plastic conveyors that are a single integrated design by one manufacturer, and our proprietary technology provides unique solutions. We also offer a complete line of transfers for handling product at the conveyor entrance and discharge. Founded in 1978, SpanTech provides conveyors and material handling systems to customers in locations around the world.
-

SpanTech Outrunner Spiral
-
SpanTech Product Overview
-

SpanTech Topper Lift
Steel King

From high-density storage to 100% selective storage to custom racks and containers, Steel King has a solution. Steel King has unique capabilities in that they specialize in custom-designed containers. They also offer a full range of products including pallet rack, pushback and flow storage, special shipping racks, containers, cantilever rack, and protective guarding systems.
-
Steel Guard Catalog
-
Steel King Cantilever Rack
-

Steel King Containers
-
Steel King Drive-In Rack
-
Steel King Structural
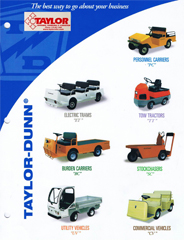
Taylor-Dunn

From the day we shipped our first vehicle in 1949, we have pursued a singular goal: to build tough, rugged, dependable vehicles to move personnel, equipment, and materials. It’s that simple. For over sixty years, our standard and custom vehicles – burden carriers, personnel carriers, stock chasers, electric carts, tow tractors & more – have been the leading solution for customers in a broad range of industrial, commercial, and ground-support markets. Our guiding principle is to provide application-specific solutions, which are reliable, efficient, and economical.
-
Taylor Dunn
Taylor Material Handling & Conveyor
Taylor Material Handling & Conveyor is a turnkey system integrator of automated material handling equipment. Your single source provider for Material Handling Equipment, System Integration, Conveying Systems, Electrical Controls, Engineering, Steel Fabrication and Installation. As a manufacturer and distributor, we bring the very best material handling solutions available. We can improve your productivity while maintaining a safe environment with our innovative ideas. Our unique solutions will satisfy your needs in a cost-effective manner. We are experienced in the automotive, bottling and canning, chemical, corrugated, distribution, food, fiberglass, plate glass, building materials and many other manufacturing industries. Our solutions range from specialized robotic palletizing lines to less sophisticated ergonomic equipment.
-
Taylor Product Guide
Tennsco Storage Systems

For more than 50 years, Tennsco has worked tirelessly to polish our reputation as an industry leader in storage and filing solutions. As a family-owned business, we have a special heritage and take great pride in manufacturing reliable, durable products at our eight manufacturing facilities in Dickson, TN spanning 1.6 million square feet. Our philosophy, Storage Made Easy, is our commitment to provide a wide variety of quality storage products that are built to last and supported with exemplary service.
-

Tennsco Industrial Shelving
Tilt-or-Lift

Forklift, industrial truck and motor vehicle maintenance is easier, safer and more efficient with Tilt-Or-Lift Inc.’s four service lifts. Each lift is designed to give mechanics easy access to all areas for maintenance, lubrication, repair, and parts replacement. No matter what your requirements, there is a Tilt-Or-Lift service lift to meet your needs. All four service lift models are made in the USA, operate hydraulically, meet all applicable ANSI and OSHA specifications, and incorporate automatic safety features to prevent injury in the event of hydraulic malfunction. All service lifts are shipped assembled and factory tested. Every service lift also comes with a one-year warranty. A variety of popular options are available to increase versatility.
-

Tilt-or-Lift Product Line
Titan Industries Inc.

Since 1981, Titan Industries has been designing and building custom conveyors and conveyor systems for a broad range of applications and industries. Today, Titan offers a full line of pre-engineered and custom conveyors and allied equipment sold through distributors, system integrators and OEM partners.
-
Titan Hinged Steel Belt
-
Titan Products
Tubar

Tubar utilizes the latest in CNC and Laser Cutting technologies to provide custom fabrication for both large production runs, as well as custom and complicated material handling equipment.
-
Tubar Product Catalog
Unarco

Pallet Rack and Storage Systems
Unarco was the first warehouse pallet rack manufacturer in the industry. They have the ability to produce an entire line of warehouse storage solutions including Carton Flow Rack, Pallet Flow Rack, Push Back Rack, Drive-In Rack and Cantilever Rack as well as complicated Pick Modules.
-

Unarco Cantilever Rack
-
Unarco Drive In Rack
-

Unarco Push Back Rack
-
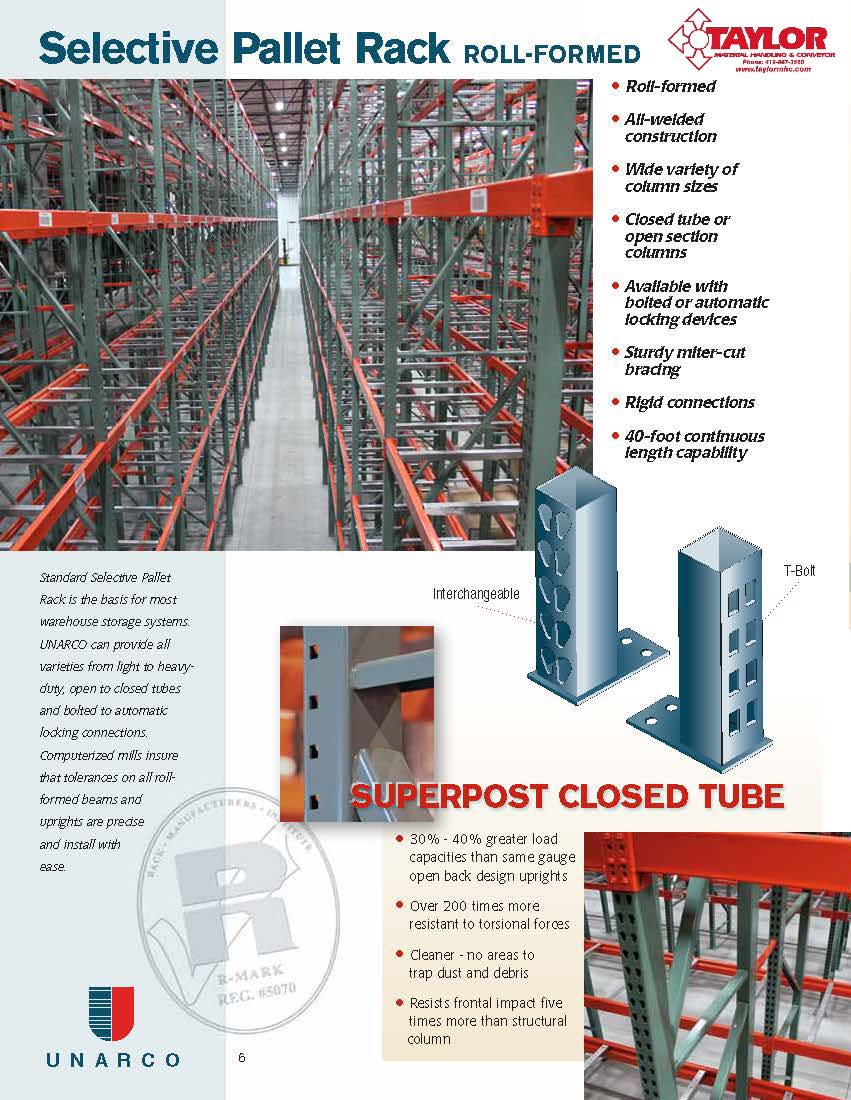
Unarco Selective Rack
-
Unarco Structural Rack
Unex

Founded in 1964, UNEX is a family owned business and the trusted industry leader in providing innovative order picking solutions that maximize space usage, increase pick rates and improve ergonomics at the point of pick. Our Pickologists* design and provide engineering support for all our products with one goal in mind: to help customers keep processes and profits flowing. We offer a full range of order picking solutions, including our patented carton flow solution Span-Track. Developed by UNEX engineers in 1993, Span-Track provides conveyor-like carton flow that doubles the capacity of carton flow systems. UNEX carton flow can be integrated into any structure, ranging from shelving to specialized pick modules. UNEX is a lot more than just carton flow. We design and manufacture a full line of gravity conveyor products tailored to the order picking process. UNEX Flow Cellshelp create durable, modular and portable workstations for the manufacturing floor. We work with an extensive distributor channel to ensure there is always a local expert supporting each application so every customer is satisfied. Our partnership with distributors is strengthened through joint marketing programs and our UNEX University order picking education program.
-

Unex Flowcell
-

Unex Spantrack
ValleyCraft

Valley Craft designs, develops and manufactures Professional Grade material handling and storage solutions, including a broad array of proprietary and custom products.
-

Valley Craft Catalog
Vestil

Vestil Manufacturing Corporation is an industry leader in the manufacturing and distributing of industrial material handling equipment. We feature over 1,000 different product lines, many of which are in stock and ready for immediate shipment. We stand behind our products with people that listen to our customer’s needs and find the best solution for their application. We deliver value to our customers by engineering new designs and products which increase productivity, improve workplace ergonomics, and decrease worker injury. Vestil presently has 350+ employees and over 650,000 square feet of warehouse and manufacturing space. We provide a broad product line to our customers in an efficient manner allowing for the best possible customer experience.
-

Vestil Ergonomic Solutions
Wildeck Inc.

Wildeck was founded in 1976 as a division of Williams Steel and incorporated as Wildeck Inc. in 1983. The company moved to its current manufacturing facilities in Waukesha, WI in 1985 and has evolved to become a premier manufacturer of facility space enhancement, material handling, and protective guarding products. Today, Wildeck is the largest manufacturer of both industrial steel work platforms (mezzanines) and vertical reciprocating conveyors (VRC’s). Our facility gives Wildeck over 100,000 square feet of manufacturing space combining “lean” processes with a fully automated, environmentally-friendly paint line, a state-of-the-art 600 ton brake press, robotic welding and a host of precision computer-controlled machinery for shearing, cutting, bending, forming, drilling and other manufacturing processes. All of this to ensure that you receive the highest quality products that meet your requirements. One of the many factors contributing to the company’s success is our unwavering dedication and support of your local Wildeck distributor. Throughout the company’s growth, Wildeck has continued to offer innovative space enhancement, material handling, and safety products through a nationwide network of independent material handling dealers and system integrators. These distributors provide the local presence, on-site skill, and responsive service that customers require.
Wildeck Inc. is a subsidiary of Holden Industries, an ESOP company. All products are proudly “Made in USA” by employee owners and are designed to improve the efficiency and competitiveness of your operations. “It’s a level of quality and craftsmanship you won’t find anywhere else.”
-

Wildeck Full Line Brochure
WireCrafters

Established in 1967 as a wire job shop, WireCrafters LLC, has grown to become the nation’s leading producer of wire partition. By concentrating on just one product, they have developed and refined a system that has changed the industry.
-

Wire Crafters Style 840
-

Machine Guarding & Physical Barriers
-

Safe & Secure WireCrafters
Yale

Yale represents one of the most popular brands in the material handling industry, with users specifying it for applications ranging from offshore oil platforms to pulp and paper production. Known for a wide range of wire rope products, the Yale brand stands for top quality and performance. Primarily supplied through crane builders as part of complete overhead lifting systems, Yale products are used in hundreds of industries around the globe. In addition to the premier line of wire rope hoists, manual hoists and lever tools are also available under the popular Yale brand.
-

Product Guide